网带式钎焊炉
发布时间: 2022-09-20 23:00:33 浏览次数:5202



产品简介:
NBD-T1200-15WQHLNH6600网带式钎焊炉主要适用于用于芯片焊接、金属封装、HTCC、DBC、VFD、PDP、汽车散热器等产品在保护气氛N2下的熔封、金属化、钎焊、氧化、退火等热处理工艺。该设备为马弗结构并带有排气口,加热温控系统和调速系统均采用了国内先进技术,为电子原材料和元器件产品提供了理想的工艺手段。炉体采用全纤维材料保温,进口单回路智能温控仪控制。



结构简介 | NBD-T1200-15WQHLNH6600网带式钎焊炉主要由炉体、传动系统、温度控制系统、气氛控制系统和进口平台及框架系统等几大部分组成。设备总长7225mm,其中炉体长2110mm。窑炉采用炉体外开放式设计,隧道式结构,炉膛采用SUS310S马弗炉管结构。 | ||||||
网带式钎焊炉工作原理 | 工件通过不锈钢网带传动,工件放置在网带上面,从预热段进口处进入,通过网带传输,经预热、加热(钎料熔化)、冷却。从冷却段出料的工件在马弗内绐终有纯氢气体保护,由于氢气的还原性,使产品表面光亮,不氧化。工件焊接是通过对工件的加热,使填充材料(钎料)熔化,利用毛细作用使液态钎料填充母材之间的间隙,经冷却之后达到焊接目的。 | ||||||
型号 | NBD-T1200-15WQHLNH6600 | ||||||
额定温度 | 950℃ | ||||||
网带宽度 | 150mm | ||||||
炉口高度 | 60mm | ||||||
控制温区 | 3个温区,独立控制 | ||||||
控温点数 | 3点 | ||||||
控制热偶 | K分度热偶 | ||||||
| 控温精度 | ±1℃ | ||||||
| 升温时间 | ≤4h(900℃) | ||||||
| 温度均匀度 | ±5℃(恒温区) | ||||||
| 控温仪表 | 单回路进口智能多段升温温控仪,PID参数自整定 | ||||||
| 加热方式 | 陶瓷加热棒外缠绕高温合金丝 | ||||||
炉膛炉管 | 大炉腔结构及日本进口8MM厚SUS310S耐热钢材料炉管结构 | ||||||
传动系统 | 采用进口电机,全程张紧传动,配张紧调节装置 | ||||||
| 带速范围 | 20~170mm/min;常用速度100mm/min | ||||||
| 网带材质 | 耐高温镍鉻合金 | ||||||
| 保温材料 | 氧化铝陶瓷纤维制品 | ||||||
| 气氛系统 | 氮气或氮氢混合气 | ||||||
| 排气系统 | 进出口各设置1路排气烟囱 | ||||||
| 表面温升 | ≤40℃ | ||||||
| 氧含量检测 | 配备氧含量及露点检测探头 | ||||||
| 冷却系统 | 不锈钢水冷套 | ||||||
| 可选功能 | 保护气氛系统;嵌入式计算机控制系统、气氛检测分析系统;循环物流系统、设备净化应用。 | ||||||
| 冷却系统结构外形 |
| ||||||
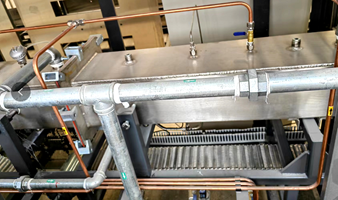
弱腐蚀性气体预热器 (可选配) |
通体采用316L材料,对于各种气体以及腐蚀性气体的预加热处理,满足特殊的工艺需求,最高温度达600℃。 | ||||||
操作面板 | 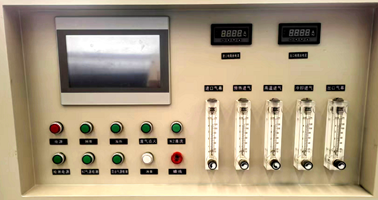 | ||||||
服务支持 | 一年有限保修,提供终身支持(保修范围内不包括易耗部件,例如炉管和密封圈等) | ||||||

免责声明:本站产品介绍内容(包括产品图片、产品描述、技术参数等),仅供参考。可能由于更新不及时,或许导致所述内容与实际情况存在一定的差异,请与本公司客服人员联系确认。本站提供的信息不构成任何要约或承诺,诺巴迪公司不定期完善和修改网站任何信息,恕不另行通知。
相关产品
|
|
|
|
|
|
|
|














销售热线: 0371-6320 2801
0371-6320 2805
售后服务: 0371-6320 2805
蔡永国: 181-0371-5723
高经理: 188-3829-0747
黄经理: 188-3829-0748
Email: nbd@nbdkj.com
地址:郑州·新郑·新华街道竹园8号
- {{item.cat}}
- {{item2.cat}}
- {{ isExpanded[index2] ? '收起' : '更多' }}
电话:400-000-3746