
咨询热线:400-000-3746
销售热线:0371-6320 2801
0371-6320 2805
售后服务:0371-6320 2805
蔡永国:181-0371-5723
高经理:188-3829-0747
黄经理:188-3829-0748
Email:nbd@nbdkj.com
地址:郑州市新郑市郑新路181号
















发布时间: 2025-03-31 浏览次数:1868




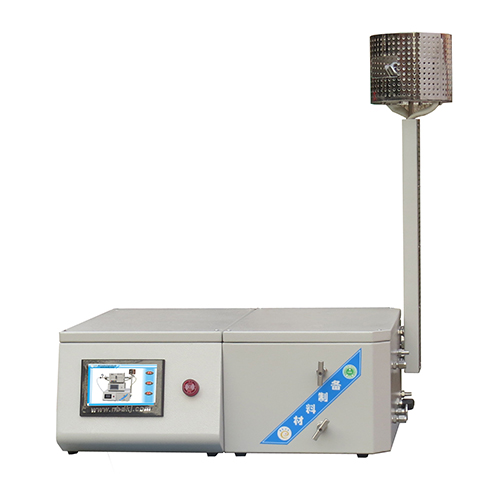
设备简介: 此系列真空气氛炉采用高纯石英反应腔,可实现高真空条件。包裹型环绕加热,升温快、控温准、温场均匀。 广泛应用于硬质合金、陶瓷、粉末冶金、3D打印等材料在真空状态、还原性气氛、保护气氛下的热处理。另配置我司自主研发的触屏控制系统,提高工作效率。炉膛可根据用户实际需求加工定制。



| 设备特点: 1.高纯石英内腔,可实现高真空实验条件; | ||
产品型号 | NBD-VAH1200-30TIF | ||
电气规格 | AC380V 10KW | ||
加热元件 | 优质铁铬铝合金丝 | ||
规格控温精度 | ±1℃ | ||
测温元件类型 | K型热电偶 | ||
最高温度 | 1100℃ | ||
加热温区尺寸 | 高纯石英管 φ300*690mm | ||
炉体尺寸 | 长1100×深1100×高1650mm | ||
推荐升温速率 | ≤10℃/分钟 | ||
系统真空 | ≤10 Pa | ||
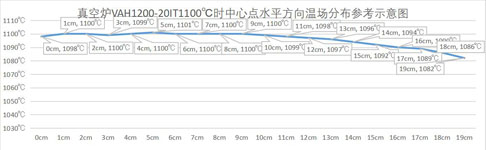
温场分布 |
| 如图所示:此为该设备温区曲线图仅供参考 | |
控制系统 |
| 1、烧结工艺曲线设置:动态显示设置曲线,设备烧结可预存多条工艺曲线,每条工艺曲线可自由设置; 2、可预约烧结,实现无人值守烧结工艺曲线烧结; 3、实时显示烧结功率电压等信息并记录烧结数据,并可导出实现无纸记录; 4、具有实现远程操控,实时观测设备状态; 5、温度校正:主控温度和试样温度的差值,烧结全程进行非线性修正。 | |
| 预约烧结 |  | 优化设备利用率、保障烧结工艺稳定性、节省等待时间,实现高效有序的样品制备 | |
| 非线性温度修正 |  | 通过算法非线性修正控温点与样品由于在温场中位置不同而产生的温度偏差,提升控制温度与样品温度的一致性、简化操作,提升实验数据准确。 | |
| 数据存储 |  | 保障数据安全完整、规范化管理与高效检索 | |
| 远程操控 |  | 可通过电脑、手机等终端,随时随地登录控制系统查看加热炉运行状态(温度、压力、升温速率等),并根据实验需求远程调整参数、启动 / 暂停程序。夜间或节假日无需往返实验室,即可应对实验过程中的参数微调需求;跨地域出差时也能实时监控关键实验进程,大幅减少无效通勤时间,让科研人员更高效地分配工作精力。 | |
| 可预设多组工艺程序 |  | 可预设多类实验专属温度程序、保障实验重复性与操作便捷性,支持工艺优化与数据追溯,适配团队协作与技术传承,大幅提升实验效率与设计灵活性。 | |
温度精度 | +/- 1 ℃ | ||
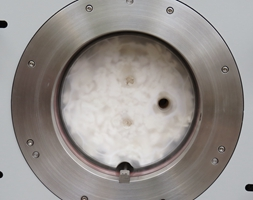
石英腔体 |
| ||
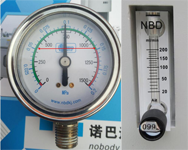
供气系统及压力测量 |
| 采用带有减震油的机械压力表,和1路小流量高精度浮子流量计。 | |
弱腐蚀性气体预热器 (可选配) |
| 通体采用316L材料,对于各种气体以及腐蚀性气体的预加热处理,满足特殊的工艺需求,最高温度达600℃。 | |
石英门堵
| |||
净重 | 约300KG | ||
设备使用注意事项 | 1.设备使用时,炉管内压力不得超过0.15MPa(绝对压力),以防止压力过大造成设备损坏; 2.真空下使用时,设备使用温度不得超过1000℃。 3.供气钢瓶内部气压较高,向炉管内通入气体时,气瓶上必须安装减压阀,建议在选购试验用小压力减压阀,减压阀量程为相对压力0.01MPa-0.15MPa,使用时会更加精确安全。 4.当炉体温度高于1000℃时,炉管内不可处于真空状态,炉管内的气压需和大气压相当,保持在常压状态,防止腔体损坏; 5.高纯石英管的长时间常压下的使用温度≦1150℃; 6.加热烧结时,应打开排气端阀门,避免加热升温时腔体压力增大导致腔体破裂。若需要关闭气阀对样品加热,则需时刻关注压力表的示数,气压表压力需在示安全范围内若绝对压力反向压力≦0.05Mpa,或正向压力≧0.15Mpa时必须立刻打开排气端阀门,以防意外发生(如腔体破裂); 7.使用此设备进行高温烧结,必须连接水冷机才可进行操作,以避免高温密封硅胶圈融化。 8.慎重烧结含碱性离子的物料,碱性离子会对腔体造成析晶损或。 | ||
| 发货现场 |  | ||
服务支持 | 一年有限保修,提供终身支持(保修范围内不包括易耗部件,例如处理管和O形圈,请在下面的相关产品处订购更换件)。 | ||
免责声明:本站产品介绍内容(包括产品图片、产品描述、技术参数等),仅供参考。可能由于更新不及时,或许导致所述内容与实际情况存在一定的差异,请与本公司客服人员联系确认。本站提供的信息不构成任何要约或承诺,诺巴迪公司不定期完善和修改网站任何信息,恕不另行通知。
3D 打印钛合金、高温合金、不锈钢结构件、发动机零部件、舱体构件
工艺:去应力退火、固溶时效、真空退火、除氢、无氧化强化
钛合金 / 钴铬合金骨科植入物、牙科种植体、义齿、手术器械
工艺:生物相容性热处理、洁净烧结、去应力、表面无氧化无污染
3D 打印电机铁芯、轻量化结构件、模具镶件、冷却流道零件
工艺:消除打印内应力、提升强度与疲劳寿命、尺寸稳定化
3D 打印随形冷却模具、注塑 / 压铸模具、热流道零件
工艺:去应力、均匀化热处理、提升模具寿命与精度
3D 打印精密齿轮、微型结构件、传感器件、液压阀体
工艺:无氧化退火、气氛保护热处理、保持高精度与表面光洁度
金属 3D 打印新材料研发、小批量试样热处理、工艺验证
适配:钛合金、镍基合金、铝合金、不锈钢、钴铬合金等

淘宝店铺

拼多多店铺

微信公众号
豫ICP备10201478号-1
Copyright © 2025 诺巴迪材料科技有限公司 版权所有